
Slip on flange welding
Hướng Dẫn Kỹ Thuật Slip On Flange Welding: Quy Trình Chuẩn Để Chống Rò Rỉ
Trong quá trình vận hành hệ thống đường ống công nghiệp, việc đột ngột xuất hiện các điểm rò rỉ tại vị trí mặt bích (flange) là một bài toán hóc búa đối với các kỹ sư bảo trì. Sau khi kiểm tra, một trong những nguyên nhân phổ biến nhất chính là lỗi trong quá trình slip on flange welding. Dù phương pháp hàn mặt bích rỗng (slip-on) thường được đánh giá là đơn giản hơn so với mặt bích cổ cao (weld neck), nhưng thực tế cho thấy, chỉ cần một sai sót nhỏ về khe hở (gap) hoặc hàn thiếu lớp cũng có thể dẫn đến hậu quả nghiêm trọng như mất áp suất, hỏng hệ thống và gây mất an toàn lao động.
Kỹ thuật slip on flange welding đòi hỏi sự tỉ mỉ và tuân thủ nghiêm ngặt các tiêu chuẩn quốc tế. Bài viết này sẽ đi sâu vào phân tích quy trình hàn chuẩn, các thông số kỹ thuật cốt lõi và những lưu ý quan trọng để giúp bạn tối ưu hóa chất lượng mối hàn, đảm bảo độ kín khít tuyệt đối cho hệ thống đường ống.
Slip On Flange Là Gì?
Slip on flange (mặt bích rỗng) là loại mặt bích có đường kính trong lớn hơn đường kính ngoài của ống một chút, cho phép nó dễ dàng "trượt" lên đoạn ống (slip over pipe). Đây là phụ kiện kết nối không thể thiếu trong các hệ thống cơ điện (MEP) và công nghiệp nhờ tính linh hoạt cao.
Đặc điểm nhận diện chính của slip-on flange là cấu tạo phẳng, không có cổ cao như Weld Neck. Sau khi lồng vào ống, mặt bích sẽ được cố định bằng các mối hàn ở cả mặt trong và mặt ngoài. Ưu điểm lớn nhất của loại mặt bích này là:
Dễ lắp đặt: Không yêu cầu độ chính xác cực cao về chiều dài ống khi cắt.
Chi phí thấp: Giá thành vật tư thường rẻ hơn so với mặt bích cổ hàn.
Ứng dụng rộng rãi: Phù hợp cho các hệ thống có áp lực trung bình và nhiệt độ không quá khắc nghiệt.

Nguyên Lý Của Slip On Flange Welding
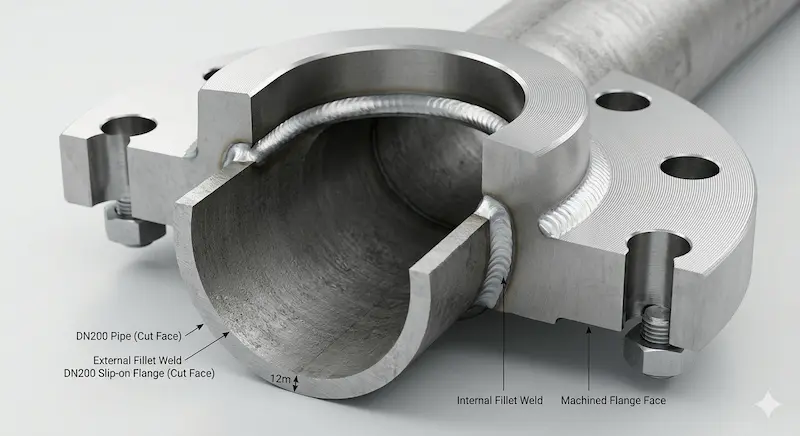
Cơ chế của slip-on flange welding dựa trên việc tạo ra các mối hàn góc (fillet weld) để liên kết mặt bích với ống. Khác với hàn đối đầu (butt weld), ống sẽ được đưa vào bên trong lòng mặt bích thay vì đặt sát mép.
Tại sao quy trình này luôn yêu cầu phải hàn ở cả hai phía?
Hàn mặt ngoài (Outer Fillet Weld): Chịu lực chính cho toàn bộ mối nối, giúp mặt bích bám chặt vào ống.
Hàn mặt trong (Inner Seal Weld): Đóng vai trò làm kín (seal), ngăn chặn lưu chất rò rỉ vào kẽ hở giữa ống và mặt bích, đồng thời giúp giảm thiểu hiện tượng ăn mòn kẽ (crevice corrosion).
Việc kết hợp cả hai mối hàn này không chỉ giúp tăng độ kín khít mà còn phân bổ đều ứng suất dọc trục, giúp mối nối chịu được rung động từ máy bơm và dòng chảy tốt hơn.
Quy Trình Slip-On Flange Welding Chuẩn
Để đạt được mối hàn đạt tiêu chuẩn ASME hoặc AWS, kỹ thuật viên cần tuân thủ quy trình các bước như sau:
1. Chuẩn bị và làm sạch
Bề mặt ống và lòng mặt bích phải được làm sạch bằng bàn chải sắt hoặc máy mài để loại bỏ gỉ sét, dầu mỡ. Kiểm tra kích thước đường kính ngoài (OD) của ống và đường kính trong (ID) của mặt bích để đảm bảo độ rơ nằm trong phạm vi cho phép.
2. Lắp đặt và căn chỉnh (Alignment)
Đưa ống vào bên trong mặt bích. Một điểm cực kỳ quan trọng là phải để lại một khoảng hở (gap) khoảng 1.5mm đến 3mm tính từ đầu ống đến mặt trong của bích. Sau đó, thực hiện hàn đính (tack weld) tại ít nhất 4 điểm đối xứng để giữ cố định vị trí, đảm bảo mặt bích vuông góc tuyệt đối với trục ống.
3. Thực hiện mối hàn
Hàn ngoài: Thực hiện mối hàn fillet giữa mặt sau của bích và thân ống. Cần hàn đều tay để tránh hiện tượng biến dạng nhiệt.
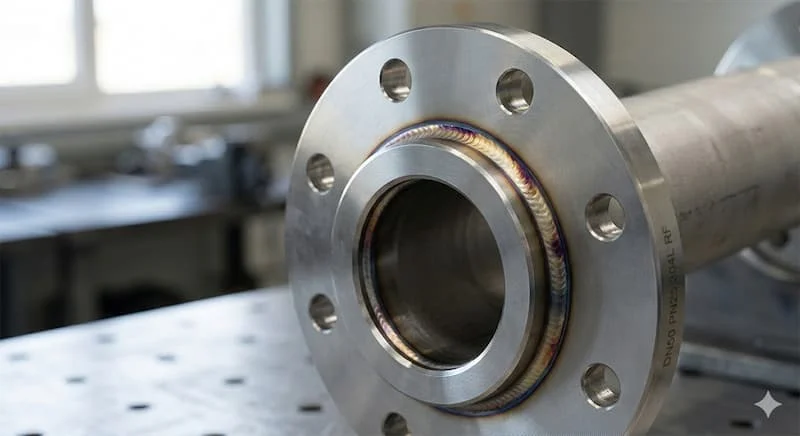
Hàn trong: Thực hiện mối hàn seal ở mép trong mặt bích. Lưu ý không để mối hàn lồi quá cao gây cản trở dòng chảy hoặc làm hỏng gioăng (gasket).
4. Kiểm tra sau hàn
Mối hàn sau khi hoàn thiện cần được vệ sinh xỉ hàn và kiểm tra bằng mắt (Visual Inspection). Trong các hệ thống yêu cầu khắt khe, có thể áp dụng kiểm tra không phá hủy (NDT) như thử thẩm thấu (PT) hoặc bột từ (MT).
Thông Số Kỹ Thuật Quan Trọng Khi Hàn
Trong kỹ thuật slip-on flange welding, các con số không chỉ là lý thuyết mà là yếu tố sống còn của mối nối:
Gap (Khe hở): Tiêu chuẩn thường yêu cầu cách một khoảng bằng độ dày thành ống hoặc tối thiểu 1.5mm (1/16 inch). Nếu không có gap, khi nhiệt độ tăng cao, ống giãn nở sẽ đẩy trực tiếp vào mặt bích gây nứt mối hàn.
Chiều cao mối hàn (Leg size): Thông thường chiều cao mối hàn fillet phải bằng ít nhất 1.4 lần độ dày thành ống (theo tiêu chuẩn ASME B16.5).
Tiêu chuẩn áp dụng: Phổ biến nhất là ASME B16.5 cho kích thước mặt bích và các quy chuẩn hàn từ AWS D1.1 hoặc ASME Section IX.
Insight: Sai lầm lớn nhất của thợ hàn ít kinh nghiệm là hàn quá dày hoặc quá mỏng so với quy định, dẫn đến tập trung ứng suất và gây nứt vỡ sau một thời gian vận hành.
So Sánh Slip On Flange Và Weld Neck Flange
Việc hiểu rõ sự khác biệt giữa hai loại này giúp bạn chọn đúng phương pháp hàn và loại vật tư cho dự án:
| Tiêu chí | Slip-on Flange | Weld Neck Flange |
|---|---|---|
| Độ bền cơ học | Trung bình (Dễ mỏi mối hàn hơn) | Rất cao (Chịu được áp suất lớn) |
| Kỹ thuật hàn | Hàn fillet (Dễ thực hiện) | Hàn butt-weld (Cần thợ bậc cao) |
| Kiểm tra RT (X-ray) | Khó thực hiện chính xác | Dễ dàng kiểm tra 100% |
| Giá thành | Tiết kiệm hơn | Đắt hơn đáng kể |
| Ứng dụng | Hệ thống nước, PCCC, HVAC | Dầu khí, hóa chất áp lực cao |
Kết luận: Slip-on là giải pháp tối ưu về kinh tế và thời gian thi công cho các hệ thống áp lực vừa và nhỏ.
Tại Sao Slip On Flange Dễ Bị Lỗi Hàn?
Mặc dù được coi là đơn giản, nhưng tỷ lệ lỗi trong slip-on flange welding vẫn khá cao do các nguyên nhân:
Chỉ hàn một mặt: Nhiều đơn vị chỉ hàn mặt ngoài để tiết kiệm thời gian, khiến mối nối yếu và dễ rò rỉ.
Lệch tâm (Misalignment): Mặt bích bị nghiêng so với ống khiến việc kết nối bu lông với bích đối diện trở nên cực kỳ khó khăn, gây ứng suất lên đường ống.
Không kiểm soát nhiệt lượng: Hàn quá nóng gây biến dạng bề mặt bích (warpage), khiến mặt bích không còn phẳng, dẫn đến việc dùng gioăng vẫn bị rò rỉ.
Khi Nào Nên Dùng Slip On Flange?
Bạn nên ưu tiên phương pháp hàn mặt bích rỗng trong các trường hợp:
Hệ thống HVAC, cấp thoát nước dân dụng: Nơi áp suất thường dưới 150-300 psi.
Không gian lắp đặt hạn chế: Slip-on chiếm ít không gian dọc trục hơn so với Weld Neck.
Yêu cầu lắp đặt nhanh: Khi cần xử lý khối lượng mối nối lớn trong thời gian ngắn để kịp tiến độ bàn giao.
Checklist Hàn Slip On Flange Đúng Kỹ Thuật
Để đảm bảo mỗi mối hàn đều đạt chất lượng "vàng", hãy tuân thủ checklist dưới đây:
Trước khi hàn:
Xác định đúng vật liệu que hàn/dây hàn tương thích với mác thép của ống và bích.
Kiểm tra độ phẳng của bề mặt bích.
Vát mép ống nếu độ dày ống lớn (nếu quy trình yêu cầu).
Trong khi hàn:
Duy trì Gap 1.5 - 3mm ổn định.
Thực hiện hàn đối xứng các điểm đính.
Kiểm soát dòng điện hàn theo đúng WPS (Welding Procedure Specification).
Sau khi hàn:
Vệ sinh sạch bavia, xỉ hàn.
Kiểm tra trực quan bằng thước đo mối hàn chuyên dụng.
Tiến hành thử áp (Leak test) toàn hệ thống.
Câu Hỏi Thường Gặp (FAQ)
1. Slip on flange có cần hàn 2 mặt không?
Bắt buộc phải hàn 2 mặt (ngoài và trong) đối với hầu hết các tiêu chuẩn kỹ thuật để đảm bảo khả năng chịu lực và độ kín khí/nước.
2. Tại sao cần để khoảng hở (gap) khi hàn?
Để tránh tình trạng ống giãn nở nhiệt va chạm vào mặt bích, gây ứng suất phá hủy mối hàn hoặc làm biến dạng mặt bích.
3. Có thể dùng Slip on flange welding cho hệ thống hơi bão hòa áp suất cao không?
Không khuyến khích. Với hệ thống hơi hoặc áp suất cực cao, nên dùng Weld Neck Flange để đảm bảo an toàn tuyệt đối.
Kết Luận
Kỹ thuật slip on flange welding đóng vai trò then chốt trong việc duy trì sự ổn định của hệ thống đường ống. Dù quy trình thực hiện có vẻ đơn giản, nhưng việc tuân thủ các chi tiết nhỏ như khoảng hở gap, hàn hai mặt và kiểm soát nhiệt độ là điều tạo nên sự khác biệt giữa một hệ thống bền bỉ và một hệ thống liên tục rò rỉ.
Rất mong các bạn quan tâm và theo dõi inoxmen.vn để cập nhật thông tin mới nhất về slip on flange welding!



Bài viết liên quan

Giá inox 304 và 316
Giải Mã Giá Inox 304 Và 316: Lựa Chọn Nào Tối Ưu Cho Công Trình Của Bạn? Khi bắt tay vào mua sắm vật ...

Khớp nối mềm nối bích
Khớp Nối Mềm Nối Bích: Giải Pháp Chống Rung Và Bảo Vệ Đường Ống Tối Ưu Trong các hệ thống kỹ thuật ...

Chỉ dẫn cánh bơm nước bằng đồng
Cánh Bơm Nước Bằng Đồng: Giải Pháp Tối Ưu Cho Độ Bền Và Hiệu Suất Máy Bơm Bạn đã bao giờ gặp phải ...

Union DN50
Union DN50: Giải Pháp Kết Nối Linh Hoạt Và Tối Ưu Bảo Trì Đường Ống Hãy tưởng tượng hệ thống đường ...

Lựa chọn khớp nối ống HDPE 110
Khớp nối ống HDPE 110: Giải pháp kỹ thuật tối ưu cho hệ thống cấp nước bền vững Trong thi công hạ ...

Sự linh hoạt của screw flange
Screw Flange là gì? Giải pháp kết nối tối ưu không cần hàn cho hệ thống ống Trong thi công lắp đặt ...