
Cấu tạo flange welding
Kỹ thuật Flange Welding: Tiêu chuẩn và Bí quyết đảm bảo độ bền hệ thống Piping
Hãy tưởng tượng hệ thống đường ống (piping) của bạn vừa được lắp đặt hoàn tất và đưa vào vận hành. Áp suất tăng dần, nhưng chỉ sau vài giờ, những tia chất lỏng hoặc khí bắt đầu rò rỉ tại các vị trí kết nối. Nguyên nhân không nằm ở chất lượng đường ống, mà nằm ở các mối hàn mặt bích (flange welding) không đạt chuẩn.
Trong ngành công nghiệp, hàn mặt bích không đơn thuần là việc "nối hai miếng kim loại" với nhau. Đó là một quá trình kỹ thuật phức tạp, quyết định trực tiếp đến khả năng làm kín (sealing) và độ bền cơ học của toàn bộ công trình. Một sai sót nhỏ trong việc chọn phương pháp hàn hoặc kiểm soát nhiệt độ có thể dẫn đến thảm họa về an toàn và thiệt hại kinh tế khổng lồ.
Bài viết này sẽ cung cấp cái nhìn chuyên sâu từ góc độ chuyên gia về mối hàn mặt bích, giúp bạn hiểu đúng bản chất kỹ thuật và áp dụng quy trình chuẩn xác nhất để bảo vệ hệ thống của mình.

Flange welding là gì? Định nghĩa và vai trò cốt lõi
Định nghĩa chuyên ngành
Mối hàn mặt bích là quá trình hàn nhiệt để kết nối mặt bích (flange) với đầu ống hoặc các thiết bị công nghiệp (như van, máy bơm, bình áp lực). Mục tiêu của quá trình này là tạo ra một mối nối cố định, có khả năng chịu tải trọng lớn và đảm bảo sự liền mạch về mặt cấu trúc giữa mặt bích và đường ống.
Vai trò không thể thay thế trong hệ thống piping
Trong bất kỳ hệ thống dẫn lưu chất nào, mặt bích đóng vai trò là "điểm nút" cho phép tháo lắp và bảo trì. Tuy nhiên, để mặt bích thực hiện được chức năng đó, mối hàn giữa nó và ống phải đảm nhiệm hai nhiệm vụ sống còn:
Đảm bảo Sealing (Làm kín): Ngăn chặn tuyệt đối sự rò rỉ lưu chất ra môi trường bên ngoài, đặc biệt quan trọng với các môi chất độc hại hoặc dễ cháy nổ.
Tăng độ bền cơ học: Mối hàn phải chịu được áp suất nội tại, sự giãn nở nhiệt và các rung động cơ học trong suốt vòng đời vận hành.
Nguyên lý kỹ thuật của mối hàn mặt bích
Cơ chế cơ bản của mối hàn mặt bích dựa trên việc sử dụng nguồn nhiệt lớn (hồ quang điện, plasma, hoặc laser) để làm nóng chảy cục bộ kim loại vật liệu cơ bản (mặt bích & ống) và vật liệu bù (que hàn/dây hàn). Khi kim loại nguội đi và kết tinh, chúng tạo thành một liên kết nguyên tử bền vững.
Tuy nhiên, hiệu quả của quá trình này phụ thuộc vào ba biến số then chốt:
Nhiệt độ: Phải đủ cao để nóng chảy nhưng không được quá mức gây biến dạng (distortion) hoặc làm thay đổi cấu trúc hạt tinh thể của kim loại.
Vật liệu (Material Compatibility): Sự tương thích giữa mác thép của mặt bích và ống là điều kiện tiên quyết để tránh hiện tượng nứt nóng hoặc ăn mòn điện hóa.
Kỹ thuật hàn: Góc độ mỏ hàn, tốc độ di chuyển và thứ tự các đường hàn quyết định độ ngấu (penetration).
Tại sao mặt bích là điểm trọng yếu? Trong cơ học chất lỏng, mối hàn mặt bích thường là điểm chịu stress tập trung lớn nhất. Nếu kỹ thuật hàn không chuẩn, các ứng suất dư (residual stress) sẽ tích tụ tại đây, dẫn đến hiện tượng mỏi kim loại và nứt vỡ dưới áp suất vận hành.
Phân tích chuyên sâu: Các phương pháp Flange Welding phổ biến
Việc lựa chọn phương pháp hàn phụ thuộc hoàn toàn vào loại mặt bích và yêu cầu của hệ thống. Dưới đây là hai kỹ thuật chủ đạo:
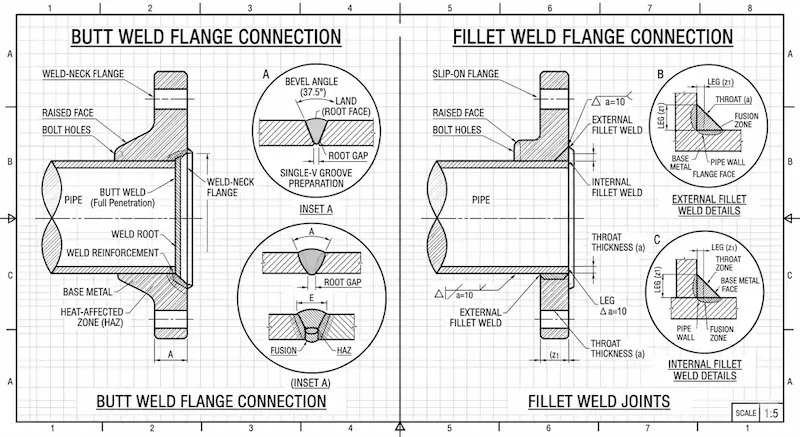
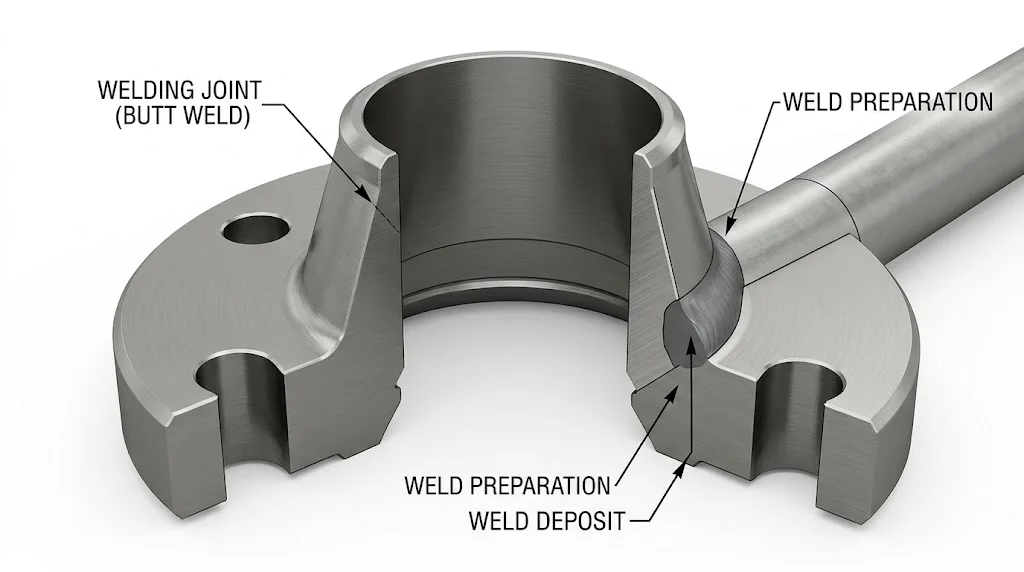
1. Butt Welding (Hàn đối đầu)
Đây là phương pháp hàn mà mép của mặt bích và mép ống được vát cạnh (bevel), đặt đối diện nhau và hàn trực tiếp vào khe hở đó.
Ứng dụng: Thường dùng cho Weld Neck Flange.
Ưu điểm: Tạo ra mối nối có độ bền tương đương với chính đường ống, khả năng chịu áp suất cực cao.
2. Fillet Welding (Hàn góc)
Phương pháp này thực hiện hàn tại góc tạo bởi bề mặt ống và mặt bích.
Ứng dụng: Chủ yếu dùng cho Slip-on Flange và Socket Weld Flange.
Đặc điểm: Yêu cầu hàn cả mặt trong và mặt ngoài của mặt bích để đảm bảo độ kín.
Phân loại mặt bích dựa theo phương pháp hàn
Mỗi thiết kế mặt bích yêu cầu một kỹ thuật mối hàn mặt bích riêng biệt để tối ưu hóa hiệu suất:
Weld Neck Flange (Mặt bích cổ hàn): Có phần cổ dài được vát mép để thực hiện Butt weld. Đây là lựa chọn hàng đầu cho các hệ thống áp suất cao và nhiệt độ cực hạn.
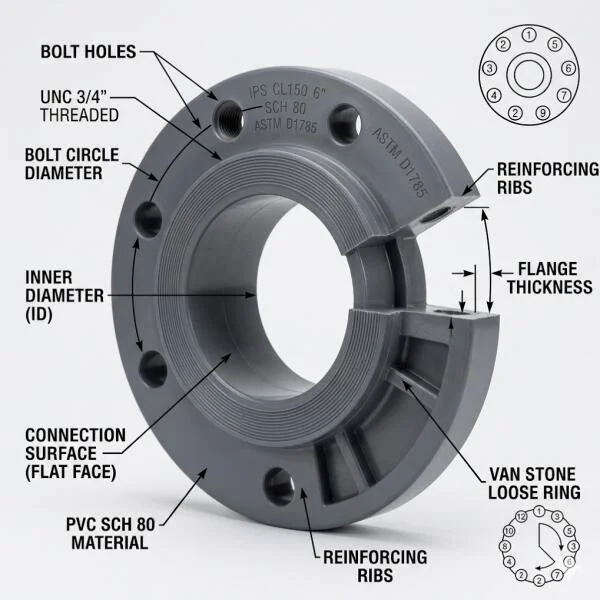
Slip-on Flange (Mặt bích hàn trượt): Ống được luồn vào bên trong mặt bích và thực hiện Fillet weld ở cả hai phía (trong và ngoài). Phương pháp này dễ thi công hơn nhưng khả năng chịu lực yếu hơn Weld Neck.
Socket Weld Flange (Mặt bích hàn bọc đúc): Ống được chèn vào một khoảng hõm (socket) và chỉ hàn một đường fillet weld duy nhất ở phía ngoài. Loại này thường dùng cho kích thước ống nhỏ (nhỏ hơn 2 inch).
Các thông số kỹ thuật quan trọng trong Flange Welding
Để một mối hàn đạt chứng chỉ quốc tế (như ASME hay ISO), kỹ thuật viên cần kiểm soát chặt chẽ các thông số sau:
Welding Current (Dòng điện hàn): Quyết định độ sâu của mối hàn. Dòng điện quá thấp gây thiếu ngấu, quá cao gây cháy lẹm bề mặt.
Nhiệt độ tiền nhiệt (Preheat): Với các vật liệu thép hợp kim hoặc thép cacbon dày, việc gia nhiệt trước khi hàn là bắt buộc để tránh sốc nhiệt và nứt.
Xử lý nhiệt sau hàn (PWHT): Giúp giải tỏa các ứng suất dư nội tại phát sinh trong quá trình làm nguội nhanh.
Tốc độ đắp (Travel speed): Ảnh hưởng đến hình dáng hình học của đường hàn và lượng nhiệt cung cấp trên một đơn vị chiều dài (Heat Input).
So sánh: Butt Weld vs Fillet Weld trong hàn mặt bích
| Tiêu chí | Butt Weld (Hàn đối đầu) | Fillet Weld (Hàn góc) |
|---|---|---|
| Độ bền | Rất cao (Tối ưu cho tải trọng động) | Trung bình |
| Độ kín | Tuyệt đối | Thấp hơn (Dễ rò rỉ nếu chỉ hàn 1 mặt) |
| Độ khó thi công | Cao (Cần thợ bậc cao, vát mép chuẩn) | Dễ (Lắp đặt nhanh) |
| Kiểm tra NDT | Dễ chụp X-ray kiểm tra bên trong | Khó kiểm tra bằng X-ray |
Insight chuyên gia: Luôn ưu tiên Butt weld cho các hệ thống Critical (hệ thống trọng yếu) như dẫn dầu, khí gas hóa lỏng hoặc hơi nước áp suất cao. Fillet weld chỉ nên dùng cho các hệ thống phụ trợ hoặc áp suất thấp.
Tại sao mối hàn mặt bích thường xuyên bị lỗi?
Rất nhiều kỹ sư thắc mắc tại sao dù thợ hàn có tay nghề nhưng mối hàn vẫn hỏng sau một thời gian ngắn. Câu trả lời nằm ở các yếu tố vật lý sâu xa:
Stress Concentration (Tập trung ứng suất): Tại các vị trí chuyển tiếp giữa mặt bích dày và ống mỏng, ứng suất thường tập trung rất cao. Nếu đường hàn không có độ chuyển mềm mại, nứt vỡ là điều tất yếu.
Thermal Expansion (Giãn nở nhiệt): Khi hệ thống vận hành, nhiệt độ thay đổi khiến ống và mặt bích giãn nở không đồng đều. Nếu mối hàn quá giòn, nó sẽ bị xé toạc.
Residual Stress (Ứng suất dư): Quá trình hàn làm kim loại co ngót cục bộ. Nếu không được xử lý nhiệt đúng cách, các lực "kéo" bên trong này sẽ tự phá hủy mối hàn từ bên trong.
Ứng dụng thực tế của Flange Welding
Kỹ thuật hàn mặt bích xuất hiện trong hầu hết các hạ tầng công nghiệp nặng:
Ngành Dầu khí (Oil & Gas): Kết nối các đoạn ống dẫn dầu thô, khí tự nhiên xuyên lục địa.
Nhiệt điện & Thủy điện: Hệ thống đường ống hơi (Steam) và nước làm lạnh.
Hệ thống HVAC: Các đường ống chiller trung tâm trong tòa nhà cao tầng.
Nhà máy hóa chất: Yêu cầu độ kín tuyệt đối để chống ăn mòn và rò rỉ hóa chất độc hại.
Những sai lầm phổ biến cần tránh
Trong quá trình giám sát, chúng tôi nhận thấy 3 lỗi nghiêm trọng nhất:
Misalignment (Lệch tâm): Mặt bích và ống không thẳng hàng khi hàn tạo ra lực bẻ lớn lên mối hàn, gây rò rỉ ngay khi siết bu lông.
Hàn quá nhiệt (Overheating): Làm thay đổi cơ tính của thép, khiến vùng ảnh hưởng nhiệt (HAZ) trở nên giòn và dễ gãy.
Bỏ qua kiểm tra NDT (Non-Destructive Testing): Không thực hiện siêu âm (UT) hoặc chụp X-ray dẫn đến việc các vết nứt bên trong (internal cracks) không được phát hiện kịp thời.
Hậu quả: Không chỉ dừng lại ở việc rò rỉ lưu chất, một mối hàn lỗi có thể gây cháy nổ, dừng toàn bộ dây chuyền sản xuất và gây thiệt hại hàng tỷ đồng mỗi giờ.
Quy trình Flange Welding chuẩn chuyên gia
Để đảm bảo chất lượng, quy trình cần tuân thủ nghiêm ngặt 5 bước:
Chuẩn bị bề mặt: Làm sạch rỉ sét, dầu mỡ và độ ẩm tại khu vực hàn.
Căn chỉnh (Fit-up): Sử dụng các công cụ chuyên dụng để đảm bảo độ đồng tâm và khoảng hở (root gap) theo đúng bản vẽ kỹ thuật.
Hàn đính (Tack welding): Thực hiện các điểm hàn nhỏ để cố định vị trí, đảm bảo không biến dạng khi hàn chính thức.
Hàn chính thức: Thực hiện các lớp hàn (lót, điền đầy, phủ) theo đúng quy trình hàn (WPS).
Kiểm tra và nghiệm thu: Làm sạch xỉ hàn và thực hiện các phép thử NDT (X-ray, siêu âm, thẩm thấu thuốc nhuộm).
Checklist đảm bảo chất lượng
Đã phê duyệt quy trình hàn (WPS) và chứng chỉ thợ hàn (PQR)?
Vật liệu que hàn có khớp với vật liệu mặt bích/ống không?
Độ lệch tâm (alignment) có nằm trong dung sai cho phép?
Đã thực hiện Pressure Test (thử áp) sau khi hàn xong chưa?
FAQ: Câu hỏi thường gặp về Flange Welding
1. Mặt bích nào bắt buộc phải dùng hàn Butt weld?
Các loại Weld Neck Flange dùng trong môi trường áp suất cao (Class 600 trở lên) hoặc nhiệt độ cao bắt buộc phải dùng hàn đối đầu (Butt weld).
2. Có thể dùng Fillet weld thay thế cho Butt weld không?
Không nên. Fillet weld không có khả năng chịu tải trọng mỏi tốt như Butt weld. Việc thay thế tùy tiện có thể dẫn đến mất an toàn hệ thống và không được các đơn vị đăng kiểm chấp nhận.
3. Làm sao để kiểm tra mối hàn flange welding đạt chuẩn mà không phá hủy?
Bạn có thể sử dụng phương pháp chụp X-ray (RT) để nhìn xuyên thấu các khuyết tật bên trong, hoặc dùng siêu âm (UT) và kiểm tra thẩm thấu (PT) để phát hiện vết nứt bề mặt.
4. Lỗi phổ biến nhất khiến mối hàn mặt bích bị nứt là gì?
Đó là hiện tượng không kiểm soát nhiệt đầu vào (heat input) và không thực hiện tiền nhiệt (preheat), dẫn đến ứng suất dư quá lớn gây nứt ngay sau khi hàn hoặc trong lúc vận hành.
Kết luận
Flange welding là một kỹ thuật đòi hỏi sự kết hợp giữa kiến thức vật liệu học và kỹ năng thao tác chính xác. Một mối hàn mặt bích chất lượng không chỉ giúp hệ thống vận hành trơn tru mà còn là "lá chắn" bảo vệ tài sản và tính mạng con người trước các rủi ro cháy nổ, rò rỉ.
Đừng để những sai sót nhỏ trong quá trình hàn gây ra những tổn thất khổng lồ cho doanh nghiệp. Việc tuân thủ quy trình chuẩn và lựa chọn đúng phương pháp hàn là khoản đầu tư thông minh nhất cho độ bền vững của mọi công trình.
Rất mong các bạn quan tâm và theo dõi inoxmen.vn để cập nhật thông tin mới nhất về flange welding!



Bài viết liên quan

Phụ kiện cấp thoát nước
Phụ Kiện Cấp Thoát Nước: "Xương Sống" Quyết Định Độ Bền Hệ Thống Ống Dẫn Bạn đã bao giờ rơi vào tình ...

Iso inox
ISO Inox Là Gì? Giải Mã Tiêu Chuẩn Vàng Cho Chất Lượng Công Trình Bạn đã bao giờ rơi vào tình huống ...

Cấu tạo flange weld neck
Flange Weld Neck: Giải Pháp Tối Ưu Cho Hệ Thống Đường Ống Áp Suất Cao Trong kỹ thuật vận hành hệ ...
Giới thiệu về tiêu chuẩn mặt bích
Tiêu chuẩn mặt bích: Cẩm nang chuyên sâu và Cách lựa chọn chính xác cho hệ thống Piping Bạn đã bao ...

Hệ thống pump inox
Pump Inox: Giải Pháp Bơm Công Nghiệp Chống Ăn Mòn Và Tiêu Chuẩn Vệ Sinh Cao Trong một nhà máy chế ...
Lắp đặt đúng PVC flange
PVC Flange: Giải Pháp Kết Nối Thông Minh Cho Hệ Thống Đường Ống Nhựa Chuyên Dụng Trong các dự án xử ...